Состояние заостренных зубов ленточной пилы зависит от конструкции загострювального станка и шлифовального круга, операций с наладка и обслуживание станка, соблюдение рекомендаций и режимов шлифования.
Особенности технологии обострения зубов узких колодопиляльних ленточных пил рассматриваем относительно специальных загострювальних станков с плоским абразивным кругом (типа Wood Mizer. Станки такого типа наиболее распространены.
Выбор загострювального станка заключается в том, чтобы технические параметры обеспечили применение станка для качественного подготовка ленточных пил с зубчатым венцом нужных размеров.
При выборе станка нужно обратить внимание на то, в его конструкции учтены несколько факторов, которые существенно влияют на качество подготовка зубчатого венца и пилы в целом:
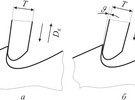
- Ленточная пила должна размещаться в станке так, чтобы заусенцы образовывались на стороне пилы, который во время ее движения на шкив будет внутренним, где образовываться напряжения сжатия (рис. 1). Поскольку сталь пыльцевой ленты не чувствительна к образованию трещин под сжатием, то мелкие трещины не приведут к разрушению пилы;
Рис. 1. Правильное сочетание направлении шлифовки зубов пилы и ее положения на пыльцевых шкива: а - схема обострения зубов; б - установка пилы на пыльцевых шкива; 1 - боковая поверхность пилы, на которой образуются заусенцы, 2 - боковая поверхность пилы, на которой не образуются заусенцы; 3 - абразивный круг, 4 - пыльцевых шкив.
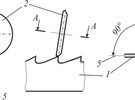
- Абразивный круг должен быть установлен до плоскости его движения (плоскости передней поверхности зуба) под углом, что уменьшит нагрев вершин зубов (рис. 2, б);
- Шлифовальный круг должен быть строго перпендикулярным к плоскости пилы, а последняя - иметь возможность регулироваться так, чтобы ее средняя плоскость проходила через ось круга (рис. 3). Выполнение таких требований позволит ориентировать заостренные резательные кромки зубов симметрично относительно средней плоскости пилы, что уменьшит вероятность заризання пилы во время пиления древесины;
Рис. 2. Положение абразивного круга относительно передней поверхности зуба: а - нерациональное б - рациональное.
Рис. 3. Правильное положение абразивного круга относительно пилы: 1 - ленточная пила, 2 - абразивный круг; 3 - подвижные зажимные пластины; 4 - держателя пилы; 5 - средняя плоскость пилы; 6 - плоскость абразивного круга.
Возможность охлаждения поверхности шлифования зубов охлаждающей жидкостью. Хотя обострение зубов без охлаждения также возможно, однако оно требует большей квалификации и тщательности при шлифовании зубов, а также требует увеличения времени подготовка за уменьшения подачи круга на врезки. Также такое обострение увеличивает вероятность засинення, а следовательно, и поверхностного закалки как лезвия зубов, так и нижних поверхностей впадин, что повлечет возникновение трещин. Вместо применения охлаждающей жидкости позволит устранить вышеуказанные недостатки.
Выбор шлифовального круга включает определение типоразмера, абразивного материала, зернистости, твердости, номера структуры, связи, рабочей скорости, классов точности и незривноважености. Для обострения ленточных пил рекомендуется использовать шлифовальные круги формы 1 или 14 по ГОСТу 2424-83. Рабочая часть абразивного круга дополнительно профилируется зависимости от профиля обрабатываемых зубов (рис. 4, а).
Рис. 4. Шлифовальные круги для обострения зубов узких колодопиляльних ленточных пил: а - абразивный б - с борозоновим покрытием
Характеристику абразивного шлифовального круга наносят краской на его торцевую поверхность в виде условных обозначений.
Например, условное обозначение шлифовального круга 1 - 127 х 6 х 12,7 94А 25П С2 7 К5 50м / с А 1кл. ГОСТ 2424-83 расшифровывается следующим образом: 1 - тип геометрической формы (1 - круг плоский прямого профиля. 127 - наружный диаметр D, мм, 6 - высота (толщина) Т, мм; 12,7 - диаметр насадкового отверстия H, мм ; 94А - абразивный материал (электрокорунд марки 94А, хромотитанистий), 25 - зернистость; П - индекс зернистости; С2 - степень твердости; 7 - номер структуры; К - керамическая связка; 5 - характеристика связи; 50 м / с - максимальная рабочая скорость А - класс точности, 1 кл. - Класс незривноважености, ГОСТ 2424-83 - стандарт, по которому изготовлен круг.
Внешний диаметр и диаметр насадкового отверстия шлифовального круга зависят от характеристики загострювального станка.
На практике большинство производственников работают загострювальнимы кругами толщиной мм.
Материалом абразивных зерен шлифовальных кругов преимущественно являются нормальный или хромотитанистий электрокорунд. Круги из электрокорунда хромотитанистого имеют высокую резательные способность. Во время шлифования такими кругами выделяется немного тепла. Это позволяет уменьшить припалювання элементов зубов пыльцу. Эти круги также эффективны для профильного шлифования, поскольку хорошо сохраняют первоначальный профиль рабочей поверхности.
Вместе с материалом выбирают зернистость абразивного круга. Для обострения ленточных пил используют круги зернистостью 40 ... 10. Для повышения производительности шлифования нужно выбирать более зерно, а для чистового шлифования - мельче.
Твердость должна быть достаточной для длительного хранения спрофилированные рабочей поверхности. Если круг очень мягкий, то он очень быстро отрабатывается и теряет первоначальную форму и размеры за выпадения еще острых зерен. Использование смазочно-охлаждающей жидкости позволяет применять более жесткие круги.
Для обострения ленточных пил используют шлифовальные круги на керамической связке. Круги на такой связке подвержены припалювання обрабатываемой поверхности, что может привести к образованию трещин. С другой стороны, керамическая связка имеет высокую водостойкость, теплостойкость и высокую химическую стойкость. Круги на керамической связке хорошо сохраняют рабочий профиль.
Допускается также использование кругов на бакелитовой связке. Во время работы кругами на такой связке в зоне шлифования теплообразования значительно меньше, поэтому нет опасности припалювання. Шлифовальные круги на бакелитовой связке более прочные и упругие, чем на керамической связке. Недостаток этой связи - малая устойчивость относительно действия охлаждающей жидкости, содержащей щелочи.
Структура круга должна быть такой, чтобы в мижзернови промежутки помещалась вся стружка, которая снимается во время обострения. Круги на керамической связке должны иметь структуру 7 или 8, а на бакелитовой связке - 5 или 6.
Правильно выбранный абразивный круг имеет заострять зубы ленточной пилы достаточно продуктивно без замусоливанию к поверхности.
После выбора круга нужно осмотреть его для выявления трещин, слегка постукивая деревянным молотком. Круги без трещин имеют чистый звук, круги с трещинами - дребезжащий. При отсутствии трещин шлифовальные круги контролируют на прочность и видбалансовують.
Контроль прочности осуществляют согласно ГОСТу 12.3.028-82 на специальных стендах, имеющих испытательную камеру и возможность плавно изменять частоту вращения круга испытываемой. Испытанию подлежат круги диаметром более 150 мм, а также круги диаметром до 150 мм и рабочей скоростью свыше 40 м / с. Скорость испытания должна быть на 50 большей от рабочей скорости круга. Время испытания для кругов диаметром более 150 мм составляет 5 мин, для кругов диаметром менее 150 мм - 3 мин.
При необходимости шлифовальные круги балансируют. Балансировка кругов желательно проводить (если это возможно) вместе с зажимными фланцами загострювального станка. Для этого используют специальные устройства, которые имеют две направляющие круглой формы или в виде ножей. Эти опоры должны быть строго параллельны и горизонтальные.
Во время обострения абразивные круги отрабатываются, возможно также их затуплення и заяложення. Для восстановления профиля и режущих свойств затупленный кругов выполняют их правки. Правки заключается в удалении с рабочей поверхности круга затупленный зерен и зерен, которые изменяют первоначальный профиль зуба ленточной пилы. Для этого используют алмазные карандаши, стальные или твердосплавные диски, шарошки, круги карбида кремния зеленого (рис. 5).
Рис. 5. Схема правки абразивных кругов: а - алмазным карандашом б - диском; в - абразивным кругом: 1 - круг; 2 - алмазный карандаш 3 - диск; 4 - алмазный или абразивный ролик.
Правки обточкой (рис. 5, а) заключается в том, что алмазный правильный карандаш выполняет роль резца. Скорость правки равна скорости абразивного круга. Такое правки дает высокую точность. Карандаши типа 01 и 03 (номера по ГОСТу 607-80) во время правки должны устанавливаться под углом 10 ... 15o (как показано на схеме), а карандаши типа 02 и 04 - под углом 2 ... 5o.
Правки обкочуванням (рис. 5, б) осуществляется с помощью стального или твердосплавного диска, который вращается за счет контакта с абразивным кругом. Скорость обкочування - от 1 до 5 м / с. Стальные диски работают со скоростью обкочування 0,1 ... 0,5 м / с, а твердосплавные - 3 ... 5 м / с.
Правки шлифованием (рис. 5, в) осуществляется за счет принудительного вращения цилиндрического правильного инструмента - алмазного ролика или абразивного круга. Хорошие результаты дает правки абразивными кругами на керамической связке диаметром 60 ... 100 м / с из карбида кремния зеленого зернистостью 30 ... 50 и твердостью СМ2 ... С2.
Также применяют для обострения зубов узких колодопиляльних ленточных пил шлифовальный круг, рабочая поверхность которого покрыта твердым абразивным материалом (рис. 4, б). Толщина такого круга такая же, как и плоского абразивного (преимущественно 6 мм), а рабочая поверхность профильная. Например, фирма Wood-Mizer предлагает круги, рабочая поверхность которых покрыта боразоном (ельбором. Этот материал является одной из модификаций кубического нитрида бора. По структуре, твердостью и другими свойствами ельбор близок к алмазу. Применяется боразон как для кругов толщиной 6 мм, так и для покрытия рабочих поверхностей полнопрофильных шлифовальных кругов. Круги с таким покрытием могут использоваться для зубов, профили которых близки по форме.
Настройка станка для обострения узких колодопиляльних ленточных пил включает выполнение ряда операций:
- Установление шлифовального круга на шпиндель станка. При установлении круг должен легко насаждаться на шпиндель. Между фланцами и кругом нужно ставить прокладки из эластичного материала (плотной бумаги, картона или резины) толщиной от 0,5 до 1,0 мм;
- Выставление шлифовальной головки на угол, равный переднем угла зубов пилы. Величину угла устанавливают в зависимости от породы дерева, будет распыляться загострюваною пилой. Выставление угла шлифовальной головки осуществляется с помощью металлических контрольных пластин с определенными углами (как в загострювальному станке Wood-Mizer) или по специальной шкале (как в - OWM-4М польской фирмы Stefan Drozdovski. Выставленное положение головки следует обязательно зафиксировать предсказуемыми фиксаторами;
- Установление ленточной пилы в станок. При этом налаживаются нижние и боковые опоры, трубные опоры с боковыми ограничителями (в разных моделей станков опоры и пластины, горизонтально ориентируют пыльцы и зажимают в зоне шлифования, могут отличаться по конструкции) с учетом фактической длины и ширины ленточной пилы. Линия ден впадин должна быть на 2 ... 3 мм выше верхней поверхности зажимных пластин (рис. 3). Далее тело пилы зажимается зажимными пластинами станка;
- Налаживание основной зажимной пластины на толщину пилы. Пластину устанавливают так, чтобы средняя линия полотна пилы располагалась в одной вертикальной плоскости с осью вращения шлифовального круга (рис. 3). Чтобы проверить правильного установления используют специальные шаблоны или проверочные линейки;
-Профилирования рабочей поверхности абразивного круга. Оно в основном зависит от оформления мижзубовои впадины. Если профиль впадины в виде круговой поверхности - рабочая зона круга более закругленная, если же профиль WM - рабочая зона профилируется, как показано на рис. 6. Профилирования рабочей зоны шлифовального круга выполняют алмазным карандашом или иным инструментом (рис. 5). Сначала выполняется округление на левой кромке круга радиусом, равным радиусу закругления нижних поверхности мижзубовои впадины возле передней поверхности зуба. Затем шлифуется 1 / 3 правой кромки круга под углом - так, чтобы линия круга была параллельна задней поверхности зуба. Камень должен иметь такую форму в течение всего времени его эксплуатации.
Рис. 6. Форма сечения рабочей поверхности абразивного круга: а - для обострения зубов трикутноподибного профиля б - для обострения зубов профиля WM.
- Установление зоны хода подающего толкателя. Зона регулируется таким образом, чтобы зуб, представляемого толкателем в крайнее левое положение, едва контактировал передней поверхностью с поверхностью круга;
- Регулирование обострения нижних поверхности впадины и главной задней поверхности зуба. Такое налаживания зависит от системы регулирующих механизмов, используемых в том или ином станке. Регулирование может осуществляться посредством эксцентрика и ограничителя глубины шлифовки, как в загострювальному станке фирмы Wood-Mizer. В этом случае при смене профиля зубов нужно менять профилирования рабочей части круга. В противном случае для обработки измененного профиля зубов выполняется регулировка станка с помощью дополнительных регулирующих механизмов, как в станке ЗгВСП-1 украинской фирмы "Госпожа Галиция".
Включение станка. Осторожно опустив шлифовальную головку рычагом, нужно подвести круг к зубу и отрегулировать положение пилы подающий толкателем так, чтобы круг заходил в впадину, чуть касаясь передней поверхности зуба, затем опустить шлифовальный круг маховичков, подавая на врезки положению незначительного контакта круга нижних поверхностью впадины;
регулирования шлифования по главной задней поверхности. Это осуществляется регулирующими механизмами или дополнительным профилированием.
Начинать обострения следует с места соединения концов пилы. В противном случае обозначить мелом первый заостренный зуб. Место соединения или отметка мелом позволяют конролюваты количество проходов каждого зуба через зону обострения.
Режимы обострения обусловлены параметрами, приведены в табл. 1.
Профилирования зубьев осуществляют перед затачивание новых ленточных пил, а также в случае незначительного повреждения зубов пыльца, которые эксплуатируются. Также профилирования выполняется при изменении профиля зубов в связи с изменением условий работы применяемых пыльцу. При этом могут снимать припуск величиной до 1,0 мм. При профилировании желательно придерживаться равномерного снятия слоя металла с передней и главной задней поверхностей зубов. Это позволяет сохранить постоянным профиль зубов и уменьшить износ пилы по ширине.
Во время пидшлифування поверхностей зубов подачу абразивного круга на врезание не осуществляют. Эту операцию выполняют для уменьшения глубины рисок на зубах после обострения.
Обострение и пидшлифування зубов осуществляют за несколько проходов до получения нужной остроты и профиля.
Во время отладки загострювального станка для обеспечения нужного профиля зубов следует руководствоваться следующими положениями:
Таблица 1. Режимы обострения зубов узких колодопилильних ленточных пил
|
Разновидность обработки зубов абразивным кругом
|
Подача на врезание, мм. по поверхности |
Количество проходов |
| передний |
главный задний |
| Профилирование (черновое заострение) |
0,09…0,18 |
0,09…0,18 |
к образованию необходимого профиля |
| Заострение после чеканка; затупление |
0,02…0,04
0,03…0,06 |
0,02…0,04
0,03…0,06 |
2…4
3…4 |
| Подшлифовка |
Без подачи |
1…2 |
- Причиной изменения величины переднего угла зубов может быть несоблюдение режимов обострения, в том числе большая подача на врезание и применения слишком мягкого круга. На торцевой поверхности мягкого круга со стороны передней поверхности лезвия зуба образуется фаска, равной длине передней поверхности. При отсутствии более жесткого круга следует дополнительно наклонить шлифовальную головку так, чтобы фаска, образовавшаяся, была параллельна передней поверхности лезвия и уменьшить подачу на врезание по передней поверхности;
изменение переднего угла зубов может возникнуть из-за снижения скорости резания результате срабатывания шлифовального круга по диаметру. В этом случае необходимо увеличить скорость вращения шлифовального круга или заменить его;
- Прямолинейность передней поверхности может нарушиться при уменьшении силы зажима пилы или низкой жесткости шлифовальной головки. В этом случае рабочая поверхность круга при опускании врезается в переднюю поверхность зуба, после чего ее оттесняют. Непрямолинейность передней поверхности устраняют повышением силы зажима пилы в пластинах и уменьшением люфта в направляющих;
-Главная задняя поверхность зуба и Долишная поверхность впадины формируются за счет сочетания движения подачи пилы и подъема шлифовальной головки. С увеличением хода подающего толкателя уменьшается задний угол. Это же происходит и с уменьшением хода шлифовальной головки (если такое регулирование предусмотрены конструкции станка.
-К искажению профиля зубов может приводить применения шлифовального круга малой жесткости. При высокой твердости стойкость шлифовального круга повышается, однако может не обеспечиваться его самозагострюванисть, что приводит к замусоливанию круга и возникновения припалов на шлифованной поверхности зубчатого венца;
-Во время обострения следует иметь в виду, что на профиль загострюваних зубов влияют такие параметры: ход подающей толкателя; величина хода шлифовальной головки толщина и радиус закругления кромки шлифовального круга (рис. 6).
Для полнопрофильных загострювальних станков сохраняются основные требования относительно взаимного размещения круга и пилы, которые изображены на рис. 2 и рис 4. Существенным для таких станков является использование масло-охлаждающей жидкости. Совокупность и объем операций по налаживанию полнопрофильных загострювальних станков подобные изложенным выше. Некоторые уточнения могут быть в результате изменения свойств и формы рабочей шлифовальной части круга.
После обострения снимают с зубов заусеницы, образовавшегося, с помощью шлифовального бруска, напильника или Шабер. Особое внимание обращают на удаление заусенцев в зоне мижзубових впадин. Возможные риски от обработки должны располагаться только вдоль тела пилы. Поперечные черточки могут стать причиной образования трещин.
Правильно заостренные зубы удовлетворяют следующим требованиям: 1) имеют одинаковый профиль, то есть одинаковый шаг, высоту, углы зубов, форму и радиус нижних поверхности впадины и другие параметры; 2) резательные кромки лезвия зубов острые (радиус закругления не более 10 ... 20 мкм), без заусенцев, повороте, засинення и других дефектов. Отблеск на режущих кромках свидетельствует о том, что во время обострения из зубов зишлифовано недостаточный слой металла; 3) Долишная поверхность впадин зубов имеет плавное закругление и переходы к поверхностям лезвий зубов. Малые радиусы закругления на нижней поверхности впадины - основная причина возникновения трещин в теле и взлома зубов; 4) вершины зубов располагаются на одной прямолинейной или изогнутой (с незначительной одинаковой кривизной) поверхности. В противном случае наблюдается неравномерная нагрузка зубов во время распиловки древесины и, как следствие, неустойчивая работа пилы, 5) параметр шероховатости Ra на передней поверхности не больше 1,25 мкм, на главной задней поверхности - не больше 2,5 мкм, 6 ) главная режущая кромка, передняя и главная задняя поверхности лезвия зубов перпендикулярны боковой поверхности тела пилы.