Первичным видом сырья в деревообработке являются круглые сортименты от лесозаготовительных производств - пиловочник, шпальник, балансы, дрова и т.п., на базе которых выделились специфичные производства - лесопиление, шпалопиление, производство фанеры, плит, спичек.
Вторичным видом сырья в деревообработке являются пиломатериалы, фанера, плиты, на базе которых выделились производства - мебельное, лыжное, тарное, а также производство столярно-строительных изделий и комплектов деревянных домов. Каждое из перечисленных производств является специфичным по присущей ему технологии и оборудованию. Многие из этих производств обеспечены справочной и нормативной литературой.
В данном разделе освещена технология производства столярно-строительных изделий (оконных и дверных блоков, фрезерованных деталей, изделий домостроения), технологические режимы и типовые процессы которой могут применяться в лесопильном, тарном, мебельном, плитном и других производствах, где используется деревообрабатывающее оборудование общего назначения.
1. Общие сведения о технологии деревообработки
1.1. Шероховатость поверхностей древесины
Любые неровности фиски, сколы, вырывы, ворсистость, мшистость), полученные от инструментов при механической обработке древесины, характеризуют ее шероховатость. Требования к шероховатости поверхности древесины установлены ГОСТ 7016 "Древесина. Шероховатость поверхности. Параметры и характеристики".
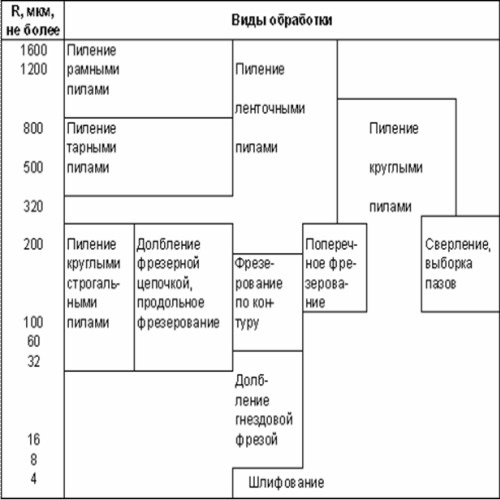
Шероховатость поверхности древесины характеризуется максимальной высотой неровностей R, (между впадиной и вершиной неровности). Величина максимальных неровностей влияет на процессы дальнейшей обработки и качество деталей и изделий - на качество склеивания, отделки, точность сопряжения и т. д. В таблице приведены числовые значения шероховатости R в зависимости от вида обработки.
Шероховатость поверхностей древесины
1.2. Припуски на механическую обработку
Припуски на первичную и повторную механическую обработку по толщине, ширине и длине при изготовлении деталей из пиломатериалов и заготовок хвойных и лиственных пород, сборочных единиц типа щитов, рамок, коробок и ящиков, а также деталей из облицованных и необлицованных столярных плит установлены ГОСТ 7307.
Припуски на усушку пиломатериалов необходимо учитывать для хвойных пород - по ГОСТ 6782.1, для лиственных пород - по ГОСТ 6782.2. При обработке заготовок с начальной шероховатостью поверхностей от 0,2 до 0,8 мм припуски уменьшают на 1 мм.
Припуски на продольный раскрой (Пш) предварительно обрезанных заготовок, кратных ширине детали, вычисляют, мм, по формуле:
П =(n - 1) b + 2,
где n - количество деталей по ширине заготовок; b - ширина пропила, мм.
Припуски на поперечный раскрой (Пд - предварительно торцованных заготовок, кратных длине детали, вычисляют, мм, по формуле:
Пд = (n1 - 1) b1 + 5,
где n1 - количество деталей по длине заготовок; b1 - ширина пропила, мм.
1.3. Допуски и посадки в деревообработке
Система допусков и посадок в деревообработке регламентируется стандартами и представляет собой развернутую классификацию посадок, в основу которой положены технологические, конструкционные и эксплуатационные признаки. По построению она является системой отверстия, где номинальный размер является наименьшим предельным размером отверстия, при этом поле допуска направлено в сторону увеличения размера отверстия ("в тело").
Допуски и посадки в деревообработке определяются по следующим ГОСТам: ГОСТ 6449.1, ГОСТ 6449.2, ГОСТ 6449.3, ГОСТ 6449.4, ГОСТ 24642.
2. Сушка древесины
Детали и изделия, изготовленные из древесины с повышенной влажностью, рассыхаются, коробятся, что ухудшает их эксплуатационные качества. Для того, чтобы этого не происходило, древесину необходимо сушить до определенной влажности, соответствующей условиям эксплуатации изделий. На предприятия древесина, как правило, поступает с повышенной влажностью.
Требования к влажности древесины в изделиях приведены в таблице:
Влажность свежесрубленной древесины
| Порода древесины |
Влажность, % |
| Ядра или спелой древесины |
Заболонной древесины |
Средняя |
| Сосна |
30 - 40 |
100 - 120 |
88 |
| Ель |
30 - 40 |
100 - 120 |
91 |
| Лиственница |
30 - 40 |
100 - 120 |
82 |
| Осина |
- |
80 - 100 |
82 |
| Береза |
- |
70 - 90 |
78 |
2.1. Определение влажности древесины
В практике применяются следующие способы определения влажности:
• Весовой.
При весовом способе от доски (контрольного образца) на расстоянии от торца 300 - 500 мм отпиливают секцию влажности толщиной 10 - 12 мм, тщательно очищают от заусенцев, опилок и взвешивают, записывают результат в журнале, а секцию помещают в сушильный шкаф с температурой до 103 Сo. Через 6 часов сушки секцию взвешивают и массу записывают в журнал, затем вновь сушат и через каждые 2 ч после сушки взвешивают. Если после повторных взвешиваний масса секции не меняется, это означает, что секция высушена до абсолютно сухого состояния с влажностью W0 = 0% и массой Р.
Первоначальную влажность древесины образца определяют по формуле:
W = (Pн - Рс) : Рс * 100%,
где W - первоначальная влажность, %;
Рн и Рс - начальная масса и масса в абсолютно сухом состоянии образца.
• Электрический
Широкое распространение получили электровлагомеры ЭВА-2М, определяющие влажность в диапазонах 7 - 60%.
• Метод взвешивания контрольных образцов
Также проверку текущей влажности в процессе сушки можно проводить методом взвешивания контрольных образцов длиной не менее 1000 мм, которые также выпиливают из досок, подлежащих сушке, на расстоянии 300 - 500 мм от торца, очищают от коры, заусенцев, опила, после чего торцы окрашивают краской. Образец взвешивают с точностью до 5г.
Требования влажности древесины и величина усушки пилопродукции определяются следующими ГОСТами: ГОСТ 475, Г, имеющих нужное оборудование и приборы. В камерах СТ ГОСТ 23166, ГОСТ 8242, ГОСТ 4981, ГОСТ 6782.1
2.2. Камерная сушка пиломатериалов
Камерная сушка - основной способ, при котором сушку пиломатериалов производят в сушильных камерах, имеющих нужное оборудование и приборы. В камерах регулируют температуру, влажность и степень циркуляции воздуха.
Атмосферная сушка служит для предварительной подсушки пиломатериалов и, как правило, сочетается с камерой сушки древесины.
Пиломатериалы можно укладывать в штабеля штучным или пакетным способом. При формировании штабеля штучным способом между рядами досок укладывают сухие (влажностью не более 18%) калиброванные прокладки хвойных и лиственных пород сечением 25 х 40 мм и длиной равной ширине штабеля. Прокладки по высоте штабеля необходимо укладывать перпендикулярно доскам и строго вертикально одну над другой.
Штабель формируют из досок одной породы и толщины. Правильность укладки досок и прокладок проверяют шаблоном. Количество прокладок, укладываемых по длине штабеля, дано в таблице:
Количество укладываемых по длине штабеля прокладок
| Длина штабеля, м |
Количество прокладок, шт., при толщине высушиваемого пиломатериала, мм |
| 16 |
19 |
25 |
32 |
40 |
50 и более |
| 4,5 |
10/13 |
8/11 |
7/9 |
5/7 |
5/5 |
4/4 |
| 6,5 |
14/16 |
12/13 |
10/12 |
8/9 |
7/7 |
6/6 |
Примечание: В числителе - количество прокладок для штабелей из хвойных пород, в знаменателе - из лиственных.
Способы укладки пиломатериалов в штабеля зависят от направления (циркуляции) агента сушки. Для сушильных камер с противоточной циркуляцией пиломатериалы укладывают с промежутками (шпациями), а для камер с поперечной реверсивной и противоточной прямолинейной циркуляцией - плотно.
Штабеля досок формируют на площадке у сушильных камер. При ручной укладке пиломатериалов используют вертикальные подъемники (лифты). Применение подъемника повышает производительность труда.
При пакетном способе штабеля формируют из заранее сформированных пакетов. Для формирования штабелей из пакетов используют электрифицированную траверсную тележку.
2.2.1. Режимы сушки
Сушка пиломатериалов происходит при определенном температурном и влажностном режиме, под которым понимают закономерное чередование процессов температурного и влажностного воздействия на древесину в соответствии с ее влажностью и сроками сушки.
В процессе сушки в камере постепенно повышается (по ступеням) температура воздуха и понижается относительная влажность сушильного агента. Режимы сушки назначают с учетом породы древесины, толщины пиломатериалов, конечной влажности, категории качества высушиваемых материалов и конструкций (типа) камер.
Категории качества высушенной древесины
| Категория качества |
Назначение высушенной древесины |
| 1-я высококачественная |
Точное машино- и приборостроение, производство моделей, авиационных деталей, лыж, музыкальных инструментов и т.п. |
| 2-я повышенного качества |
Производство мебели и т.п. |
| 3-я среднего качества |
Производство окон и дверей, фрезерованных деталей - досок для покрытия полов, наличников, плинтусов |
| 4-я рядовая |
Производство деталей и изделий малоэтажных домов и комплектов деталей для домов со стенами из местных материалов, строительных конструкций и т.п. |
Режимы сушки пиломатериалов хвойных и лиственных пород в камерах периодического действия регламентированы ГОСТ 19773.
Режимами сушки в зависимости от назначения пиломатериалов, предусматриваются два процесса - низкотемпературный и высокотемпературный. При низкотемпературных режимах в качестве сушильного агента на первой ступени сушки применяют влажный воздух с температурой менее 100 Сo.
В зависимости от требований, предъявляемых к пиломатериалам, режимы делятся на:
• мягкие М, при мягких режимах получается бездефектная сушка с сохранением физико-механических свойств древесины и цвета;
• нормальные Н, при нормальных режимах получается бездефектная сушка с возможным небольшим изменением цвета у хвойной древесины, но с сохранением прочности;
• форсированные Ф, при форсированных режимах сушки получается древесина с сохранением прочности на изгиб, растяжение и сжатие, но со снижением прочности на скалывание и раскалывание на 15 - 20% и с возможным потемнением древесины.
Режимы сушки выбирают по таблице в соответствии с требованиями ГОСТ 19773.
Режимы низкотемпературного процесса сушки даны в таблице ГОСТ 19773. По этим режимам предусмотрено трехступенчатое изменение параметров агента сушки, причем переход с каждой ступени режима на последующую можно производить лишь по достижении материалом определенной влажности, предусмотренной по режиму.
Режимы высокотемпературного процесса сушки для камер периодического действия приведены в таблице ГОСТ 19773.
По этим режимам предусматривается двухступенчатое изменение параметров сушильного агента, причем переход с первой ступени на вторую производится при достижении древесиной влажности (переходной) 20%. Определяют высокотемпературный режим в зависимости от породы и толщины пиломатериалов по таблице ГОСТ 19773.
Высокотемпературные режимы допускается применять для сушки древесины, идущей на изготовление ненесущих элементов строительных конструкций, в которых допускается снижение прочности и потемнение древесины.
2.2.2. Процесс сушки древесины
До проведения процесса сушки по выбранному режиму древесину прогревают паром, подаваемым через увлажнительные трубы, при включенных обогревательным приборах, работающих вентиляторах и закрытых приторно-вытяжных каналах. В начале прогрева температура агента сушки должна быть на 5 Сo выше первой ступени режима, но не более 100 Сo. Степень насыщенности среды должна быть для древесины с начальной влажностью более 25% в пределах 0,98 - 1, а для древесины с влажностью менее 25% - 0,9 - 0,92.
Продолжительность начального прогрева древесины зависит от породы древесины и для пиломатериалов хвойных пород (сосны, ели, пихты и кедра) при температуре наружного воздуха более 0°С составляет 1 - 1,5 ч при температуре менее 0 Сo - 1,5 - 2 ч на каждый сантиметр толщины. Продолжительность прогрева пиломатериалов мягких лиственных пород (осины, березы, липы, тополя и ольхи) увеличивается на 25%, а для пиломатериалов твердых лиственных пород (клена, дуба, ясеня, граба, бука) увеличивается на 50% по сравнению с продолжительностью прогрева древесины хвойных пород (таблица).
После прогрева параметры агента сушки доводят до первой ступени режима и затем приступают к сушке пиломатериалов, соблюдая установленный режим. Температуру и влажность воздуха регулируют вентилями на паропроводах и шиберами приторно-вытяжных каналов.
В процессе сушки в древесине возникают остаточные внутренние напряжения, для их устранения проводят промежуточную и конечную влаготеплообработку в среде повышенной температуры и влажности. При этом обработке подвергаются пиломатериалы, высушиваемые до эксплуатационной влажности и подлежащие в дальнейшем механической обработке.
Промежуточная влаготеплообработка производится при переходе со второй на третью ступень или с первой на вторую при сушке по высокотемпературным режимам. Влаготеплообработке подвергают пиломатериалы хвойных пород толщиной от 60 мм и выше и лиственных пород (в зависимости от породы) толщиной от 30 мм и выше. В процессе тепловлагообработки температура среды должна быть на 8 Сo выше температуры второй ступени, но не более 100 Сo, при степени насыщенности 0,95 - 0,97.
Конечную влаготеплообработку проводят лишь по достижении древесиной требуемой конечной средней влажности. В процессе конечной термовлагообработки температуру среды поддерживают на 8 Сo выше последней ступени режима, но не более 100 Сo.
По окончании конечной влаготеплообработки пиломатериалы, прошедшие сушку, выдерживают в камерах в течение 2 - 3 ч при параметрах, предусмотренных последней ступенью режима, после чего камеры останавливают.
2.3. Атмосферная сушка пиломатериалов
Рекомендации по атмосферной сушке пиломатериалов приведены в ГОСТ 3808.1 и ГОСТ 7319.
3. Технологические режимы деревообработки
Рациональность каждого технологического процесса оценивается эффективностью использования материала и производительностью труда. С целью упорядочения технологии изготовления, а также создания стабильности высокого качества выпускаемой продукции, в практике применяются операционные технологические режимы деревообработки и типовые технологические процессы, которые разработаны как справочные материалы для технологических и производственных служб предприятий на базе применения стандартизированного сырья и материалов, типовых оборудования, инструмента и измерительных приборов.
По мере изменения нормативно-технической документации, внедрения нового оборудования и инструмента технологические режимы постоянно корректируются и совершенствуются. Ниже приведен действующий перечень технологических режимов деревообработки, разработанных ВНИИДревом.
В сборниках 1, 2, 3 "Технологические режимы деревообработки" представлены следующие режимы:
• РД01-03 "Хранение режущего инструмента";
• РД01-04 "Хранение инструмента абразивного";
• РД01-05 "Хранение клеящих материалов";
• РД01-06 "Хранение лакокрасочных материалов";
• РДОЗ-01 "Поперечное пиление пиломатериалов и заготовок на круглопильных станках";
• РДОЗ-02 "Продольное пиление пиломатериалов и заготовок на круглопильных станках";
• РДОЗ-03 "Пиление древесностружечных плит на круглопильных станках";
• РДО3-04 "Пиление твердых древесноволокнистых плит на круглопильных станках";
• РДОЗ-05 "Пиление фанеры на круглопильных станках";
• РДОЗ-06 "Пиление деталей под углом на круглопильных станках";
• РДОЗ-07 "Выборка прорезей";
• РДОЗ-01 "Фугование деревянных заготовок";
• РД04-02 "Фрезерование деревянных заготовок по толщине";
• РД04-03 "Профильное фрезерование деревянных заготовок";
• РД04-04 "Фрезерование шипов и проушин";
• РД04-05 "Фрезерование зубчатых шипов";
• РД04-06 "Фрезерование гнезд и пазов на сверлильнопазовальных станках";
• РД04-07 "Обработка створок по наружному контуру";
• РД04-08 "Обработка полотен дверей по наружному контуру";
• РД05-01 "Сверление отверстий";
• РД05-03 "Выборка прямоугольных гнезд";
• РД06-01 "Приготовление рабочих растворов клеев на основе синтетических смол";
• РД06-02 "Приклеивание обкладок к кромкам полотен дверей холодных способом";
• РД06-03 "Приклеивание обкладок к кромкам полотен дверей в поле токов высокой частоты";
• РД06-04 "Склеивание заготовок по толщине";
• РД06-05 "Склеивание короткомерных отрезков по длине на зубчатые щипы холодным способом";
• РД06-06 "Склеивание планок и реек основания паркетных щитов холодным способом";
• РД06-07 "Склеивание планок и реек основания паркетных щитов и досок горячим способом";
• РД06-08 "Склеивание планок и реек основания паркетных щитов и досок в поле токов высокой частоты";
• РД06-09 "Склеивание твердых древесноволокнистых плит по толщине горячим способом";
• РД07-01 "Раскрой и фугование шпона";
• РД07-02 "Подбор и ребросклеивание шпор";
• РД07-03 "Облицовывание полотен дверей шпоном";
• РД08-01 "Шлифование деталей и сборочных единиц окон";
• РД08-02 "Шлифование дверных полотен";
• РД08-03 "Шлифование лицевой поверхности паркетных досок и щитов";
• РД09-01 "Местное шпатлевание столярно-строительных изделий";
• РД09-02 "Нанесение токопроводящего состава на поверхность столярно-строительных изделий перед их окрашиванием в электрическом поле высокого напряжения";
• РД10-01 "Окрашивание столярно-строительных изделий методом струйного облива с последующей выдержкой в парах растворителя";
• РД10-02 "Окрашивание столярно-строительных изделий кистью или валиком";
• РД10-03 "Окрашивание столярно-строительных изделий распылением в электрическом поле высокого напряжения";
• РД10-04 "Окрашивание полотен дверей методом наката";
• РД10-05 "Окрашивание и лакирование столярно-строительных изделий методом пневматического распыления";
• РД10-06 "Окрашивание и лакирование столярно-строительных изделий методом налива";
• РД10-07 "Окрашивание и лакирование дверных полотен вальцами";
• РД13-01 "Сборка сборочных единиц столярно-строительных изделий рамочной конструкции (створок, форточек и фрамуг окон, коробок окон и дверей и полотен балконных дверей)";
• РД13-02 "Сборка сборочных единиц столярно-строительных изделий щитовой конструкции (полотен дверей со сплошным и мелкопустотным заполнением) со склеиванием горячим способом";
• РД13-03 "Сборка сборочных единиц столярно-строительных изделий щитовой конструкции (полотен дверей со сплошным и мелкопустотным заполнением) со склеиванием холодным способом";
• РД13-04 "Сборка прелей стандартных деревянных домов гвоздевым способом";
• РД13-05 "Сборка панелей стандартных деревянных домов с приклеиванием обшивок в прессах холодного склеивания";
• РД13-06 "Сборка элементов стандартных деревянных домов рамочной конструкции (стропил, полуферм, рам и т. п.)";
• РД13-07 "Сборка элементов стандартных деревянных домов щитовой конструкции (щитов перегородок, щитов фронтона, щитов перекрытий, щитовых элементов крыльца и т. п.)";
• РД14-01 "Сборка окон и дверей балконных со спаренными створками и полот- нами, с установкой приборов";
• РД14-02 "Сборка дверей с установкой приборов";
• РД14-03 "Сборка окон и дверей балконных с раздельными створками и полотнами, с установкой приборов";
• РД14-04 "Комплектация панелей стандартного деревянного дома";
• РД15-01 "Заделка сучков".